机器视觉行业介绍
机器视觉又叫工业视觉,就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分 CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
机器视觉系统的目的就是给机器或自动生产线添加一套视觉系统,其原理是由计算机或图像处理器以及相关设备来模拟人的视觉行为,完成得到人的视觉系统所得到的信息。人的视觉系统是由眼球、神经系统及大脑的视觉中枢构成,计算机视觉系统则是由图像采集系统、图像处理系统及信息综合分析处理系统构成。
下表是人类视觉和机器时间之间的比较。
| 人类视觉 | 机器视觉 | |
| 适应性 | 适应性强,可在复杂及变化的环境中识别目标 | 适应性差,容易受复杂背景及环境变化的影响 |
| 智能 | 具有高级智能,可运用逻辑分析及推理能力识别变化的目标,并能总结规律 | 虽然可利用人工智能及神经网络技术,但智能很差,不能很好地识别变化的目标 |
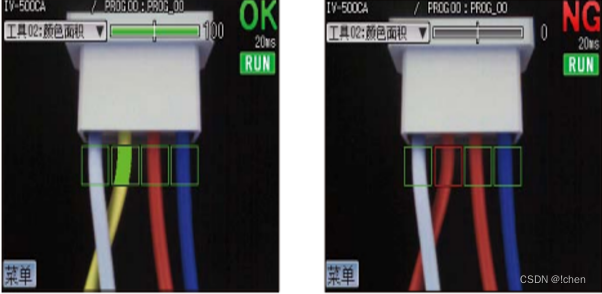
| 彩色识别能力 | 对色彩的分辨能力强,但容易受人的心理影响,不能量化 | 受硬件条件的制约,目前一般的图像采集系统对色彩的分辨能力较差,但具有可量化的优点 |
| 灰度分辨力 | 差,一般只能分辨64个灰度级 | 强,目前一般使用256灰度级,采集系统可具有10bit、12bit、16bit等灰度级 |
| 空间分辨力 | 分辨率较差,不能观看微小的目标 | 目前有4K×4K的面阵摄像机和8K的线阵摄像机,通过备置各种光学镜头,可以观测小到微米大到天体的目标 |
| 速度 | 0.1秒的视觉暂留使人眼无法看清较快速运动的目标 | 快门时间可达到10微妙左右,高速像机帧率可达到1000以上,处理器速度越来越快 |
| 感光范围 | 400nm-750nm范围的可见光 | 从紫外到红外的较宽光谱范围,另外有X光等特殊摄像机 |
| 环境要求 | 对环境温度、湿度的适应性差,另外有许多场合对人有损害 | 对环境适应性强,另外可加防护装置 |
| 观测精度 | 精度低,无法量化 | 精度高,可到微米级,易量化 |
| 其它 | 主观性,受心理影响,易疲劳 | 客观性,可连续工作 |
机器视觉系统的组成
一般而言,机器视觉由以下系统组成:照明光源、镜头、工业像机、图像采集/处理卡、图像处理系统、其它外部设备等
机器视觉领域的公司
在机器视觉领域,国外大公司有6-7家,国内目前没有很大的企业,都是一些小公司,有100余家在做工业视觉有关的项目。国外公司:康耐视,迈思肯、邦纳、劳易测、ABB、发那科、基恩士。
机器视觉产品的应用领域
机器视觉的应用领域和案例很多,大体而言,可分为以下一些领域:
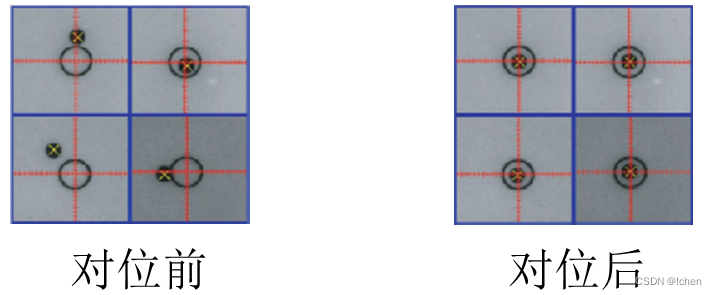
对位
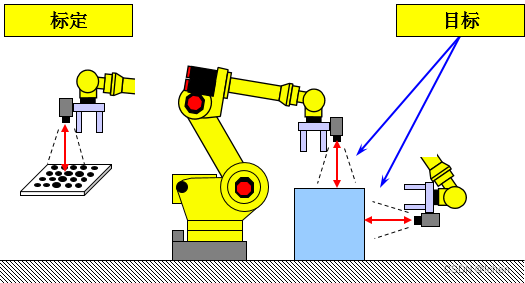
自动对位需求是视觉定位是工业上一种常见的需求,目的是通过光学视觉系统,对流水线上的产品或元件进行精确定位。如果产品或元件位置不正,与正常位置发生了偏移、偏转、反转,之间相互重叠等异常情况,视觉系统必须准确识别出来,并通知机械伺服系统进行干预,如视觉系统本身进行旋转、移动,对准目标;机械手将产品按要求对正或者将不合规产品取出等。由于工业流水线有一定的运转速度要求,仅靠人眼进行定位不仅精度差,而且容易疲劳,对下道工序带来隐患。因此采用自动化的视觉定位系统势在必行。
进行定位的需求有:
- 精确定位参考点(mark点)和参考位置
- 根据形状、颜色、标签等进行定位
外观检测和尺寸测量产品
外观和测量功能也是工业视觉的常见需求,通过工业相机来测量工件的长度、宽度、高度、角度、面积、体积等指标。尺寸测量的需求往往和对位功能集成在一起。


视觉分拣产品
对产品、原材料或者零部件的外观尺寸检测,是企业生产线上的基本要求。通过外观尺寸检测,及时找出不合格原材料或者零部件,避免下道工序进行无效的加工。外观尺寸检测,一般会对被检物体的几何形状、尺寸、拓扑结构、外观质量、颜色、毛刺、边角情况、加工工艺、印刷质量、装配位置等可能出现缺陷的位置进行检测,找出不合格品。
采用工业视觉系统,是基于图像检测技术开发的全自动在线光学智能检测系统,可以最大限度代替人眼检测,从而提高产品质量,节省人力成本,减少材料损耗,改进流程控制,提升企业形象。视觉分拣检测系统可安装在现有生产线上,只需要稍加改造即可对生产过程中的产品进行在线检测,发现不良品即发出警报或操纵机械手自动剔除不良品,只让合格品流向下一道加工工序,从而高效率的完成生产检验任务。可以广泛应用于墙地砖、石材、木板、太阳能电池硅原片和单体电池、制药、机器人等行业。